Brazarea este utilizata cu succes la realizarea imbinarilor metalice cu multiple avantaje. In unele cazuri imbinarea rezultata in urma brazarii poate depasi rezistenta materialului de baza. Temperatura de lucru este mai mica decat la imbinarile sudate, rezultand o deformare scazuta a componentelor. Se pot imbina materiale de baza diferite, atat din punct de vedere al compozitiei, cat si al grosimii.
- Brazarea este un procedeu prin care componentele metalice sunt imbinate cu ajutorul unui material de adaos cu o temperatura de topire mai scazuta decat a materialului de baza.
- Ceea ce face brazarea diferita de sudare este faptul ca materialul de baza nu ajunge la temperatura de topire.
- Brazarea se realizeaza la temperaturi de peste 450 °C.
Fluxuri recomandate pentru brazarea metalelor grele
Acestea sunt cunoscute sub denumirea de FH, principalii constituienti sunt borul si fluorul si se impart in grupe cu numere de la 10 la 40 in functie de temperatura de lucru si nivelul de protectie la coroziune.
Exemple:
FH10 – temperatura de lucru cuprinsa intre 550 °C si 800 °C. Se foloseste la brazarea argintului. Reziduurile sunt corozive si trebuie indepartate.
FH21 – temperatura de lucru 750 °C si 1100 °C. Se foloseste la brazarea alamei si a aliajelor nichel-argint.
Fluxuri recomandate pentru brazarea metalelor usoare
Modelul FL cuprinde doua tipuri care au o temperatura de lucru de peste 550 °C si sunt utilizate la brazarea aluminiului
FL10 contine clorura higroscopica, iar reziduurile sunt corozive si trebuie indepartate.
FL20 nu contine clorura higroscopica, iar rezidurile nu sunt corozive si pot ramane pe piese.
Cand se doreste brazarea materialelor trebuie tinut cont de mai multi factori, printre care materialul de adaos, fluxul, aplicatia si combinarea perfecta a tuturor factorilor.
Alegerea materialul de adaos potrivit
Aliajul folosit la brazare trebuie sa fie ales in functie de compozitia materialelor ce urmeaza sa fie imbinate.
Curatarea zonei ce urmeaza a fi brazata prin inlaturarea oxizilor si lubrifiantilor are un rol important in realizarea unei imbinari calitative. Pentru indepartarea uleiurilor sunt folositi solventi de degresare, iar discurile abrazive sunt utilizate pentru indepartarea oxizilor.
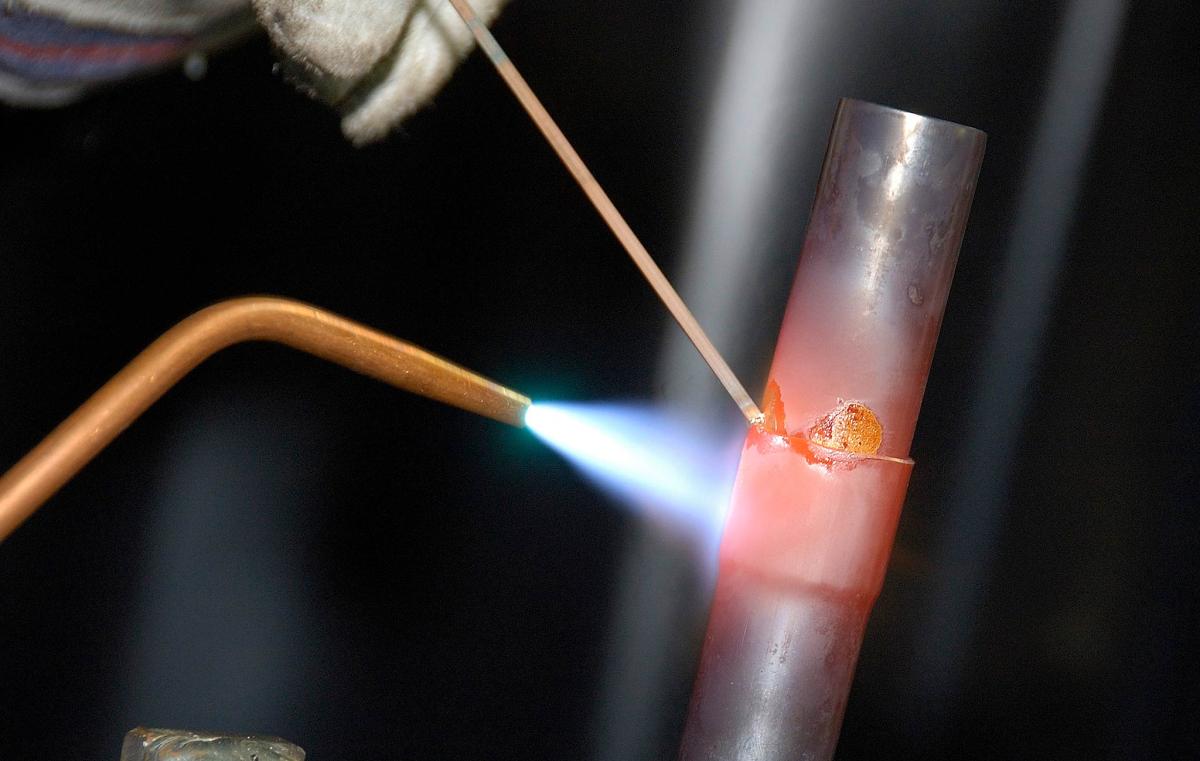
Sunt diferite optiuni de incalzire a materialului de adaos si a materialului de baza. Cand dorim sa brazam este important ca materialul de baza sa fie uniform si rapid incalzit pentru a ajunge la temperatura de brazare.
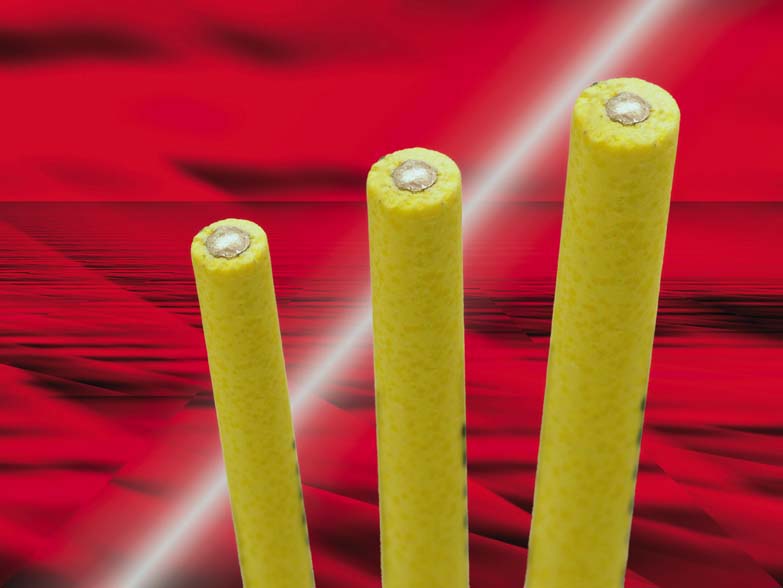
Folosirea baghetelor care contin in invelis flux este o varianta mult mai simpla si mai eficienta de brazare deoarece fluxul este vizibil facand procesul mai simplu de controlat.
Alegerea materialului de adaos in functie de aplicatie
Domeniu de utilizare
Tinichigerie auto
Proces
Brazarea laser si MIG
Produse recomandate


Domeniu de utilizare
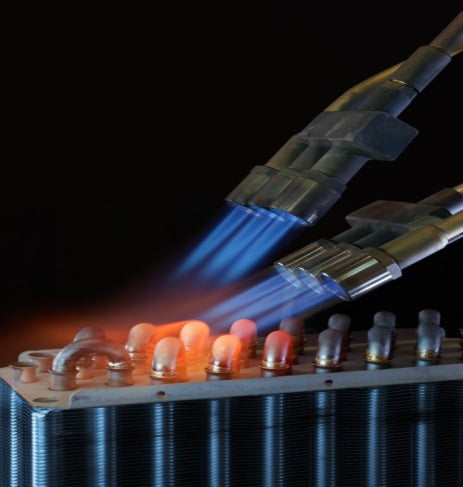
Incalzire, ventilatie, aer conditionat, incalzire si racire; Schimbatoare de caldura, uscatoare de prosoape, incalzitoare de apa, pompe de incalzire, aer conditionat, racitoare, frigidere, conducte auto, congelatoare.
Proces
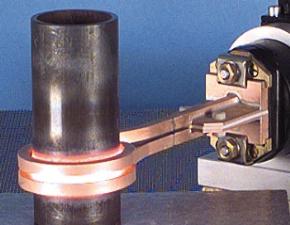
Brazare cu flacara sau prin inductie
Produse recomandate
Aliaje de argint: A 311, A 314, A 319, A 320, A 330, A 340
Aliaje Cu-P/Cu-P-Ag: A 2003, A 2004, A 2005, A 3002, A 3005, A 3015, A 3018
Aliaje aluminiu: A 407 L
Fluxuri: seria F 300 / F 400



Domeniu de utilizare
Unelte si scule, brazarea burghielor, a discurilor de taiere.
Proces
Brazare cu flacara, brazare prin inductie, brazare in cuptor
Brazarea burghielor, a discurilor de taiere.
Produse recomandate
Folii de brazare: A 312 F, A 338 FT
Pudra de brazare: HTL17
Baghete de brazare: A 324
Pasta de brazare: AP 21 DL/ Flux F 100


Domeniu de utilizare
Componente motor autoturisme,tevi de injectoare, catalizatoare, EGR (recirculare gaze de evacuare)

| Aliaj-Ag | ||||||||||||||
| Lot | Ag | Cu | Zn | Ni | Sn | Si | Mn | P | Temperatura de lucru °C | Temperatura de topire °C | Temperatura de operare °C | Flux | Din EN 1044 | EN ISO 17672 |
| A 303 | 20 | 44 | 36 | – | – | – | – | – | 810 | 690-810 | +300 | F 300 | AG 206 | |
| A 308 | 72 | 28 | – | – | – | – | – | – | 780 | Eutektikum | F 300 | AG 401 | Ag 272 | |
| A 311 | 44 | 30 | 26 | – | – | – | – | – | 730 | 675-735 | +300 | F 300 | AG 203 | Ag 244 |
| A 312F | 49 | 27,5 | 20,5 | 0,5 | – | – | 2,5 | – | 690 | 680-705 | F 300 | |||
| A 314 | 55 | 21 | 22 | – | 2 | – | – | – | 650 | 630-660 | +200 | F 300 | AG 103 | Ag 155 |
| A 317 | 60 | 30 | – | – | 10 | – | – | – | 720 | 602-718 | F 300 | AG 402 | Ag 160 | |
| A 319 | 34 | 36 | 27,5 | – | 2,5 | – | – | – | 710 | 630-730 | -200 bis +200 | F 300 | AG 106 | Ag 134 |
| A 320 | 45 | 27 | 25,5 | – | 2,5 | – | – | – | 670 | 640-680 | +200 | F 300 | AG 104 | Ag 145 |
| A 324 | 49 | 16 | 23 | 4,5 | – | – | 7,5 | – | 690 | 680-705 | F 300 | AG 502 | Ag 449 | |
| A 330 | 30 | 38 | 32 | – | – | – | – | – | 750 | 680-765 | +300 | F 300 | AG 204 | Ag 230 |
| A 331 | 25 | 40 | 35 | – | – | – | – | – | 780 | 700-790 | +300 | F 300 | AG 205 | Ag 225 |
| A 332 | 30 | 36 | 32 | – | 2 | – | – | – | 740 | 665-755 | +200 | F 300 | AG 107 | Ag 130 |
| A 333 | 30 | 36 | Rest | 2 | – | – | – | – | 676-788 | F 300 | ||||
| A 338F | 38 | 26 | Rest | 3,5 | – | – | 7 | – | 700 | 680-700 | F 300 | |||
| A 340 | 40 | 30 | 28 | – | 2 | – | – | – | 690 | 650-710 | +200 | F 300 | AG 105 | Ag 140 |
| A 347 | 56 | 22 | 17 | – | 5 | – | – | – | 650 | 620-655 | +200 | F 300 | AG 102 | Ag 156 |
| A 350 | 50 | 20 | 28 | 2 | – | – | – | – | 690 | 660-705 | F 300 | Ag 450 | ||
| A 384 | 72 | – | 28 | – | – | – | – | – | 730 | 710-730 | F 300 |
| Aliaj-Cu | ||||||||||||||
| Lot | Ag | Cu | Zn | Ni | Sn | Si | Mn | P | Temperatura de lucru °C | Temperatura de topire °C | Temperatura de operare °C | Flux | Din EN 1044 | EN ISO 17672 |
| A 204 | – | 92,2 | – | – | – | – | – | 7,8 | 720 | 710-770 | -20 bis +150 | F 300 | CP 201 | CuP 182 |
| A 2003 | – | 93 | – | – | – | – | – | 7 | 730 | 710-820 | -60 bis +150 | F 300 | CP 202 | CuP 180 |
| A 2004 | – | 93,8 | – | – | – | – | – | 6,2 | 760 | 710-890 | -60 bis +150 | F 300 | CP 203 | CuP 179 |
| A 2005 | – | 86,2 | – | – | 7 | – | – | 6,8 | 690 | 650-700 | -20 bis +150 | F 300 | CP 302 | CuP 386 |
| A 2006 | – | 88,8 | – | – | 6,5 | 0,2 | – | 6,5 | 670 | 635-675 | -30 bis +150 | F 300 | CuP 385 | |
| A 3002 | 2 | 91,7 | – | – | – | – | – | 6,3 | 740 | 645-825 | -60 bis +150 | F 300 | CP 105 | CuP 279 |
| A 3005 | 5 | 89 | – | – | – | – | – | 6 | 710 | 645-815 | -60 bis +150 | F 300 | CP 104 | CuP 281 |
| A 3015 | 15 | 80 | – | – | – | – | – | 5 | 700 | 645-800 | -70 bis +150 | F 300 | CP102 | CuP 284 |
| A 3018 | 18 | 75 | – | – | – | – | – | 6,5 | 670 | 643-666 | -70 bis +150 | F 300 | CuP 285 | |
| Aliaj CuZn | ||||||||||||||
| Lot | Ag | Cu | Zn | Ni | Sn | Si | Mn | P | Temperatura de lucru °C | Temperatura de topire °C | Temperatura de operare °C | Flux | Din EN 1044 | EN ISO 17672 |
| A 101 | – | 48 | Rest | 9,5 | <0,2 | 0,25 | <0,2 | – | 910 | 890-920 | F100+RF | CU 305 | Cu 773 | |
| A 102 | 1 | 48 | Rest | 9,5 | <0,2 | 0,25 | <0,2 | – | 890 | 870-900 | F100+RF | CU 305 | Cu 773 | |
| A 210 | – | 60 | Rest | – | <0,2 | 0,3 | – | – | 900 | 875-895 | F100+RF | CU 301 | Cu 470a | |
| A210 K | – | 59 | Rest | 0,85 | 1 | 0,3 | 0,6 | – | 900 | 875-975 | F100+RF | CU 306 | Cu 681 | |
| A 211 | 1 | 59 | Rest | 0,85 | 0,3 | 0,3 | 0,6 | 890 | 870-890 | F100+RF | ||||
| A211RF | – | 59 | Rest | 0,85 | 0,3 | 0,3 | 0,6 | – | 890 | 870-890 | F100+RF | CU 306 | Cu 681 |
| Aliaj-Al | ||||||||||||||
| Lot | Al | Cu | Zn | Ni | Sn | Si | Mn | P | Temperatura de lucru °C | Temperatura de topire °C | Temperatura de operare °C | Flux | Din EN 1044 | EN ISO 17672 |
| A 407L | 88 | – | – | – | – | 12 | – | – | 590 | 575-585 | F400 | AL 104 | Al 112 |







