
Aluminiul in forma lui pură este un metal relativ moale care are multe utilizări, dar care necesita adăugarea de elemente de aliere pentru a-i creste rezistenta. Deoarece proprietățile aluminiului se deosebește foarte mult de oțel, lucrul cu acest material poate prezenta anumite provocări.
In ciuda acestor probleme, sudarea MIG a aluminiului nu este atât de dificila atunci când folosiți echipamentul potrivit și urmați procedurile adecvate.
Factori importanți atunci când sudați MIG aluminiu:
Gazul de protectie
In general la sudarea aluminiului este folosit argonul ca gaz de protecție.
Argonul fiind mai dens decât aerul (de 1,4 ori) este cel mai eficient in protejarea arcului si a băii de metal topit. Produce la nivelul suprafeței o micro-sablare. Capacitatea scăzută de ionizare a aerului favorizează o buna amorsare a arcului.
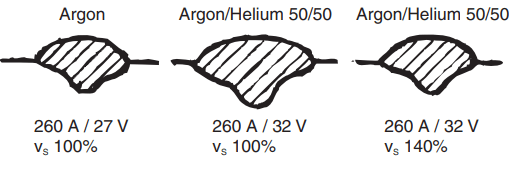
Datorita conductivității termice ridicate a aluminiului, adăugarea in compoziția gazului de protecție a unui procent de heliu aduce avantaje semnificative.
Heliul are anumite avantaje specifice, precum conductibilitate termica ridicată, producând astfel un arc electric cu o pătrundere mai bună, (respectiv o viteza de sudare mai mare) este utilizat in special la table cu grosimi mai mari. Capacitatea de ionizare ridicată face ca amorsarea arcului sa fie mai dificilă.
Heliul fiind mai ușor (de 0.14 ori) decât aerul necesită un debit mai mare comparativ cu cel necesar pentru argon.
Indicații pentru reglarea gazului la sudura MIG
Diametru sârmă x 13,5 = litri/minut Argon 100%
La utilizarea amestecurilor cu un conținut ridicat de heliu debitul de gaz trebuie corectat pe baza tabelului
| Gaz de protecție | Factor |
| 75 % Ar / 25 % He | 1,14 |
| 50 % Ar / 50 % He | 1,35 |
| 25 % Ar / 75 % He | 1,75 |
| 100 % He | 3,16 |
Curățarea si pregătirea
Aluminiul trebuie curățat complet înainte de sudare, inclusiv îndepărtarea lubrifianților de pe material. După degresare este necesară eliminarea oxizilor folosind o perie de sârmă inoxidabilă, pentru a evita contaminarea materialului de bază (este bine sa folosiți peria doar pentru aluminiu).
Alegerea echipamentului
Echipamentul cu care se execută lucrarea are un rol deosebit de important asupra calității cordonului sudat, pentru asta se recomanda utilizarea unei surse de sudare cu arc pulsat.
Alegerea pistoletului de sudare
Alegerea unui pistolet de sudare si a unui tub de ghidare este un pas important inainte de a suda aluminiu MIG.Este necesara folosirea unui pistolet cat mai scurt si a unui unui tub de ghidare din teflon (PTFE).
Alegerea unui material de adaos potrivit
Tehnicile de sudare
Nivelul de experiență al sudorului, poziționarea și tipul rostului, precum si sursa de sudura au o influenta mare asupra sudabilității aluminiului.
In cazul tablelor groase acestea necesită o preîncălzire (aprox. 200˚C) înainte de a începe procesul pentru a preveni apariția fisurilor si pentru a realiza de la început un cordon de calitate.
Deoarece aluminiul este un bun conductor termic temperatura radiată de piesa și baia de sudură este foarte ridicată. Atunci când se sudează aluminiu, trebuie avut grijă la distanța dintre duza de contact si piesă. Menținerea duzei pistoletului mai aproape de piesă poate duce la topirea sârmei până la duza de contact afectând desfășurarea procesului de sudare.
Evitați pendularea excesivă , daca rostul ce trebuie sudat este mare atunci trecerea prin mai multe rânduri va asigura un aspect mai plăcut si mai puține șanse de nealiere, străpungere a materialului sau alte defecte.
Va fi necesară creșterea vitezei de sudare, odată cu creșterea temperaturii materialului de bază in timpul sudării in cazul tablelor subțiri.



Prezentare video













































