
Acest grup de materiale poate fi sudat foarte bine prin procedeul MIG/MAG folosind gazul de protectie si echipamentul potrivit.
Gazul de protectie are ca rol principal protejarea baii de metal topit de a intra in contact cu aerul atmosferic, evitand formarea oxizilor la nivelul cordonului. Mai mult, gazele de protectie si debitele acestora au un efect deosebit asupra caracteristicilor arcului, modului de transfer al picaturilor de metal topit, patrunderii, geometriei cordonului, vitezei de sudare etc.
Gazul principal folosit la procesul de sudare MIG/MAG este un gaz inert (argon sau heliul) impreuna in cantitati mai mici cu un gaz activ (CO2, O2, N2, H2).
Argonul fiind mai dens decat aerul (de 1,4 ori) este cel mai eficient in protejarea arcului si a baii de metal topit.Produce la nivelul suprafetei o microsablare. Capacitatea de ionizare a aerului scazuta favorizeaza o buna amorsare a arcului.
Heliul, in schimb, fiind mai usor (de 0.14 ori) decat aerul necesita un debit mai mare comparativ cu cel necesar pentru Argon, dar are anumite avantaje specifice, precum conductibilitate termica ridicata, producand astfel un arc electric cu o patrundere mai buna, (respectiv o viteza de sudare mai mare) utilizat in special la table cu grosimi mai mari. Capacitatea de ionizare ridicata face ca amorsarea arcului sa fie mai dificila.
In special la sudarea MIG/MAG, arcul produs in prezenta argonului 100% este unul instabil ce favorizeaza formarea stropilor si creste vascuozitatea baii de metal, cordonul realizat avand forme neregulate cu posibili pori aparuti in cusatura. Prin adaugarea unor gaze active cu efect oxidant precum Oxigenul sau Dioxidul de carbon intr-o cantitate mica se imbunatateste semnificativ calitatea cordonului .
Gazul de protectie folosit pentru sudarea otelurilor inalt aliate trebuie sa fie un amestec argon/oxigen, M13 cu un continut de 1-3% oxigen sau argon/CO2, M12 cu un continut de dioxid de carbon de pana la 2.5%. Un dezavantaj la sudarea otelurilor rezistente la coroziune este stratul de oxid aparut in zona adiacenta sudurii care apare dupa sudare. Acest strat poate sa fie indepartat prin periere, polizare, sablare sau pasivizare inainte ca produsul sa fie utilizat in medii corozive. Continutul de dioxid de carbon din gazul de protectie nu trebuie sa fie prea ridicat, cantitatea de CO2 maxima trebuie sa fie de 5%.
Amestecul Ar+O
Introducerea unei cantitati mici de Oxigen, 1-3% in amestec cu Argonul este preferata in cazul sudarii otelurilor inalt aliate, deoarece Oxigenul stabilizeaza arcul electric si imbunatateste transferul de metal topit, reduce formarea stropilor si imbunatateste forma cusaturii sudate. Ca dezavantaje raman aportul de caldura redus, gradul de oxidare ridicat si favorizarea aparitiei porilor. Aportul termic poate fi crescut prin adaugarea de Heliu care mareste rata depunerii, odata cu ea si viteza de sudare.
Amestecul Ar+Co2
Amestecul de argon si dioxid de carbon folosit la sudarea otelurilor inalt aliate contine o cantitate de pana la 2.5% CO2 care are o influenta pozitiva asupra stabilitatii arcului si a scaderii vascuozitatii baii metalice. Prin crestereea cantitatii de CO2 se accentueaza fenomenul de oxidare a cordonului si a fragilizarii acestuia prin favorizarea formarii carburilor de crom.
Cand se sudeaza oteluri rezistente la coroziune orice supraincalzire trebuie evitata deoarece poate rezulta o fragilizare si o reducere a rezistentei la coroziune datorata formarii carburilor de crom. Temperatura piesei trebuie sa fie monitorizata. La otelurile austenitice (exemplu 304, 308) nu exista posibilitatea de fragilizare datorata de influenta hidrogenului. Un procent de hidrogen poate fi adaugat in gazul de protectie pentru a mari rata depunerii (marind astfel si viteza de sudare).
Reglarea cantitatii de gaz de protectie se face folosind un reductor de presiune conectat la o butelie de gaz. Atat reglarea la o cantitate prea mica a gazului de protectie, cat si o reglare la o valoare prea mare, poate cauza patrunderea aerului atmosferic in in baia de metal topit si in consecinta , poate duce la formarea porilor.
Indicatii pentru reglare
| Procedeul de sudura | Cantitatea de gaz de protectie recomandata |
| Sudura MAG | Diametru sarma x 11,5 = l/min |
| Lipire MIG | Diametru sarma x 11,5 = l/min |
| Sudura MIG (aluminiu) | Diametru sarma x 13,5 = l/min (100% argon) |
| TIG | Diametrul duzei de gaz in mm corespunde debitului de gaz in l/min |
La utilizarea amestecurilor cu un continut ridicat de heliu se consuma o cantitate mai mare de gaz. Cantitatea de gaz detreminata trebuie corectata pe baza factorilor din tabel!
| Gaz protector | Factor |
| 75 % Ar / 25 % He | 1,14 |
| 50 % Ar / 50 % He | 1,35 |
| 25 % Ar / 75 % He | 1,75 |
| 100 % He | 3,16 |
In cazul surselor EWM reglarea gazelor se poate face electronic de catre sursa DGC (Digital Gaz Control). Prin reglarea electronica a cantitatii de gaz , se regleaza debitul pentru fiecare proces de sudura in parte ( specificat in mod optim din fabrica ). Prin aceasta, erorile de sudura cauzate de prea mult gaz sau prea putin gaz de protectie(butelie de gaz goala sau alimentare cu gaz intrerupta) sunt evitate. Debitul de gaz necesar poate fi controlat de utilizator si, la nevoie, poate fi corectat. Suplimentar, in combinatie cu software Xnet se poate inregistra consumul de gaz exact.
Sistemele noi de sudare Mig/Mag ofera optiuni simplificate pentru setarea parametrilor de sudare precum sursele multiproces EWM. De exemplu Titan XQ 350 puls DW EX. cu panoul de control HP-XQ (M3.7X-I)


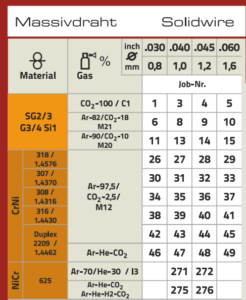
Sursele de sudare MIG/MAG simplifica alegerea parametrilor de sudare. Caracteristicile ideale de lucru pentru sarcinile uzuale de sudare sunt salvate in sursa(figura 3). Tot ceea ce trebuie sa faca sudorul este sa foloseasca butoanele intuitive pentru a selecta un program (job) in functie de materialul sudat, diametrul de sarma utilizat si tipul gazului de protectie. Exemplu pentru sudarea otelurilor inoxidabile si inalt aliate se gazesc in figura 3. Parametrii necesari precum intensitatea arcului, dinamica arcului, tensiunea pot fi ajustate folosind un buton rotativ. Sursa permite si reglarea unor functii mult mai complexe a unor parametri speciali pentru realizarea unui cordon calitativ usurand munca sudorului.
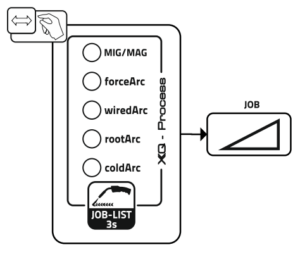
După setarea parametrilor de bază se pot alege intre mai multe tipuri de arc precum, forceArc, wiredArc, rootArc si cold`Arc (figura 4). In cazul tablelor subtiri de otel inoxidabile se recomanda folosirea arcului “rece” coldArc, care este un arc scurt, special conceput pentru sudarea tablelor subtiri, cu o stabilitate ridicata, care are rolul de a reduce caldura si stropii de sudura, minimizand zona influentata termic. Pentru sudarea tablelor groase se recomanda folosirea forceArc, care este un arc puternic ce se caracterizeaza printr-o buna penetrare in timp ce reduce aportul de caldura in mod semnificativ. Acest lucru este foarte important pentru sudarea multistrat. Mai putina energie introdusa inseamna mai putina deformare a pieselor si mai putina munca de indreptare.
Pentru executarea unei cusaturi atat estetice, cat si de calitate in cazul inoxurilor sursa de sudare trebuie sa permita utilizarea unui curent de sudare pulsat.
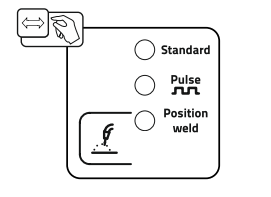
Tipul arcului de sudare(figura 5)
Standard (sudura cu arc electric standard)
În funcţie de combinaţia vitezei de avans a sârmei şi de tensiune arcului electric, se pot utiliza diferite tipurile de arcuri electrice, ca arcul electric scurt, arcul electric de transfer sau arcul electric pulverizat pentru sudură.
Pulse (sudura cu arcul electric cu impulsuri)
Prin modificarea curentului de sudare, se creeaza impulsuri de curent in arcul electric, care duc la un transfer de materie prima de 1 picatura per impuls. Rezultatul este un proces aproape lipsit de pulverizare, potrivit pentru sudura tuturor materialelor, în special a oţelurilor CrNi sau a aluminiului bogat aliat.
Positionweld (sudura la pozitie)
O combinaţie intre tipurile de arc impuls/standard sau impuls/impuls, care prin parametrul optimizat din fabrică, este potrivit în mod special pentru sudura în poziţii dificile, PC, PE, PD, PF, PG fara pendulare, baia de metal topit fiind mai stabila sudorul avand control asupra el .
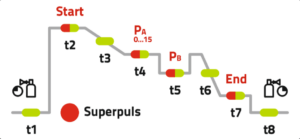
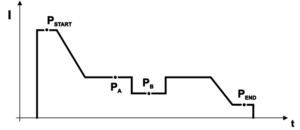
Pentru a evita lipsa de aliere de la inceputul cordonului si aparitia unui gol/crater la finalul acestuia sursa de sudare permite reglarea unei pante de curent, respectiv a gazului de inceput si a gazului de final (figura 6, figura 7).
- t1-gazul de inceput (porneste gazul cu cateva secunde inainte de aprinderea arcului)
- t2-parametrii/ timpul amperajului folosit la inceputul cordonului (procentaj din amperajul principal)
- t3-timpul pantei de descrestere al amperajului de inceput
- t4-parametrii amperaj principal
- t5-parametrii aperajului secundar
- t6-timp panta de incheiere
- t7-parametrii amperaj final/ timp curent final
- t8-timp gaz final (permite racirea cordonul sudat in mediu de gaz protector timp de cateva secunde la finalul cordonului impiedicand formarea oxizilor)
Parametrii de referinta pentru sudarea cap la cap MAG a otelurilor inoxidabile
| Grosime | Tip rost | Unghi | Distanta dintre piese | Pozitie de sudare | Diametru sarmaᴓ | Viteza de avans sarma m/min | Intensitate curent [A] | Tensiune [V] | Numarul trecerii |
| 1 | I | – | 0 | PG | 0.8 | 4.0 | 70 | 15 | 1 |
| 2 | 1.5 | PA | 1.0 | 3.5 | 100 | 16 | |||
| 2.0 | PG | 4.0 | 105 | 17 | |||||
| 4 | 2.5 | PA | 4.3 | 115 | |||||
| 6 | V | 60˚ | 2.0 | 3.4 | 95 | 15 | |||
| 10.0 | 200 | 26 | 2 | ||||||
| 8 | 4.4 | 110 | 16 | 1 | |||||
| 10.0 | 200 | 26 | 2 | ||||||
| 3 | |||||||||
| 12 | 1.2 | 3.0 | 110 | 17 | 1 | ||||
| 8.0 | 250 | 28 | 2 | ||||||
| 3 | |||||||||
| 4 |
Parametrii de refetinta pentru sudarea de colt MAG a otelurilor inoxidabile
| Grosime | Pozitie de sudare | Diametru sarmaᴓ | Viteza de avans sarma m/min | Intensitate curent [A] | Tensiune [V] | Numarul trecerilor |
| 2 | PB | 0.8 | 6.5 | 100 | 17 | 1 |
| PG | 7.0 | 110 | 18 | |||
| 3 | PB | 1.0 | 9.0 | 200 | 24 | |
| PG | 8.8 | 195 | 22 | |||
| 10.4 | 220 | 26 | ||||
| 4 | PB | |||||
| 5 | 1.2 | 8.0 | 250 | 28 | ||
| 6 | 3 |

Exemplu pentru sudarea de colt mecanizata(figura 9,10,11)
- material de baza: 304 2.5mm
- material de adaos : Sarma inox Bohler AWS ER308LSi ᴓ0 mm
- gaz de protectie M12
- echipament: Phoenix 355 puls
- tipul arcului : forceArc Puls
- tractoras de sudura :GECKO


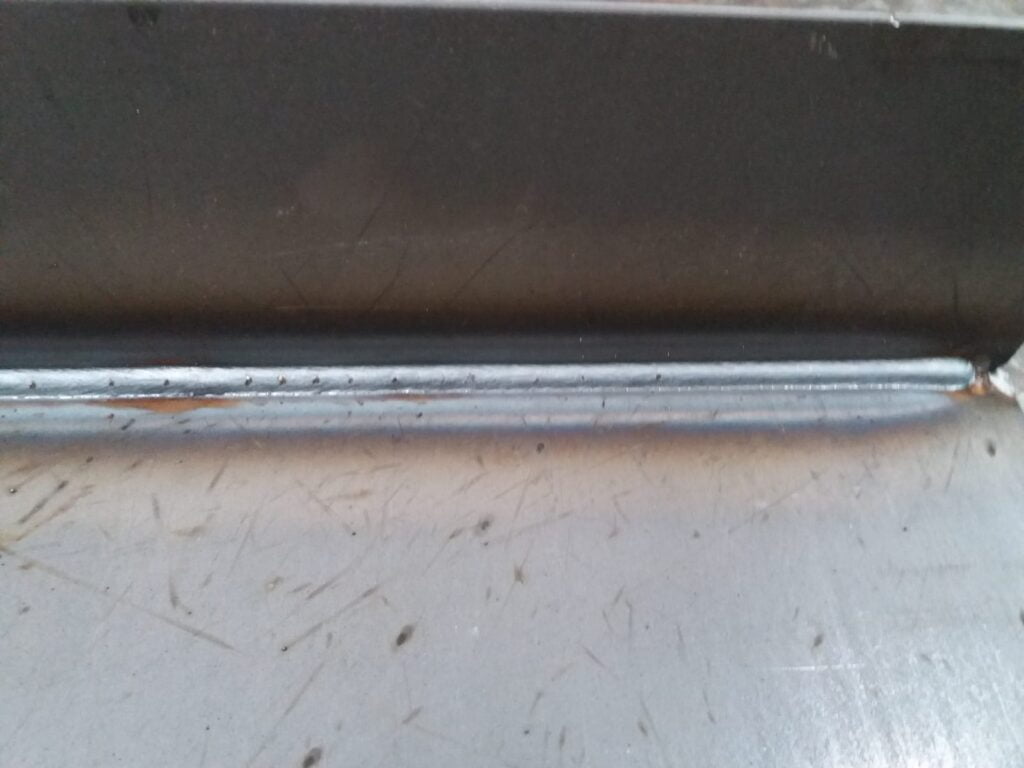







 AWS ER308LSi")


























