Repararea prin sudare a otelurilor
Electrod cu dublu invelis UTP 614 Kb
Repararea si intretinere prin sudare a otelurilor nealiate
Disponibil in pachete vidate DRY SYSTEM
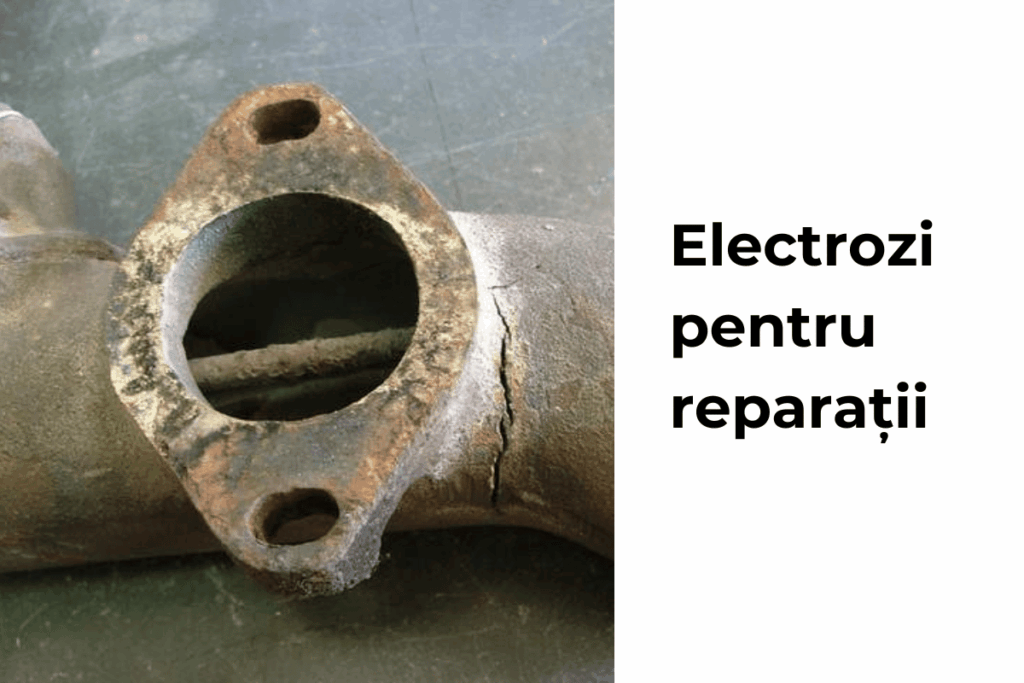
Electrod pentru repararea prin sudare a componentelor fisurate sau rupte din otel nealiat
Proprietati mecanice bune
– Electrod cu invelis dublu cu sudabilitate excelenta chiar si in pozitii dificile
– Oteluri slab aliate cu limita de curgere pina in 400 N/mm²
– Constructii sudate
– Repararea fisurilor
– Repararea defectelor
Aplicatii: Aplicatii atat in domeniul constructiilor sudate cat si pentru reparatie, pentru o gama variata de oteluri nealiate si slab aliate. Imbinarea sudata nu prezinta defecte de nepatrundere si incluziuni, are aspect vizual placut, cu solzi fini, zgura se indeparteaza usor. Arcul se amorseaza usor si este foarte stabil.
| Clasificari | |
| EN ISO 2560-A | AWS A5.1 |
| E 42 3 B32 H10 | E 7018 |
| Compozitie chimica [%] | |||
| C | Si | Mn | Fe |
| 0.06 | 0.7 | 0.9 | rest |
Electrod invelit UTP 65 D
Electrod pentru aplicatii universal, repararea si sudarea otelurilor cu sudabilitate scazuta
Disponibil in pachete vidate DRY SYSTEM
Electrod invelit pentru sudarea si repararea prin sudare pieselor precum si pentru incarcarea suprafetelor uzate, sudabilitate excelenta
– Oteluri nealiate si slab aliate cu proprietati mecanice ridicate
– Sudarea otelurilor dificil de sudat, oteluri de arc
– Imbinara disimilare inox/slab aliat
– Repararea dintilor la roti dintate, came, arbori cu came
– Repararea suprafetelor de rulare la rulmenti
Aplicatii universale: sudarea otelurilor dificil de sudat, imbinari disimilare (otel carbon cu inox), oteluri de arc, oteluri de scule, reparare prin sudare a rotilor dintate, arbori cu came, suprafete de rulare. Arc stabil, fara stropi, solzi fini, zgura autodetasabila, sudabilitate in toate pozitiile, rezistent la coroziune. Duritate app.260HB.
| Clasificari | |
| EN ISO 3581-A | EN 14700 |
| E Z 29 9 R 12 | E Z Fe11 |
| Compozitie chimica [%] | |||||
| C | Si | Mn | Cr | Ni | Fe |
| 0.1 | 1.0 | 1.0 | 30.0 | 9.5 | rest |
Electrod invelit UTP 068 HH
Repararea componentelor mari din otel turnat cu continut ridicat de carbon
Disponibil in pachete vidate DRY SYSTEM
Electrod din aliaj pe baza de Ni pentru sudare si reparea prin sudare a pieselor cu grosime mare fisurare sau rupte
– Oteluri cu continut ridicat de carbon
– Imbinari disimilare urmate de tratament termic
– Strat tampon si refacere forma inainte de aplicarea straturilor de incarcare dura
– Rezistenta excelenta la solicitarea de compresie
– Rezistent la coroziune
– Temperatura de lucru de la -196°C pana la 900°C
– Repararea cuptoarelor in industria cimentului
– Repararea fisurilor in otelurile de scule
Aplicatii: sudarea componentelor mari din otel turnat cu continut ridicat de carbon, oteluri greu sudabile, oteluri de scule, oteluri care urmeaza sa suporte un tratament termic, oteluri inoxidabile si pe baza de Ni cu rezistenta la temperaturi ridicate, precum si pentru imbinari disimilare. Imbinarea sudata are o rezistenta ridicata la fisurare la cald si nu are tendinta de fragilizare. Pentru aplicatii intre -196°C si 900°C.
| Clasificari | |
| EN ISO 14172 | AWS A5.11 |
| E Ni 6082 | E NiCrFe-3 |
| Compozitie chimica [%] | |||||||
| C | Si | Mn | Cr | Mo | Nb | Ni | Fe |
| 0.025 | 0.4 | 5.0 | 19.0 | 1.5 | 2.2 | rest | 3.0 |
Repararea prin sudare a fontelor
Electrod invelit UTP 86 FN
Repararea si sudarea la rece a fontelor
Disponibil in pachete vidate DRY SYSTEM
Electrod invelit bimetalic tip fero-nichel cu sudabilitate excelenta, pentru
sudarea si incarcarea prin sudare a fontelor maleabile
– Straturi tampon si refacere forma pe fonte cu grafit nodular
– Imbinarea fontelor cenusii dupa un strat tampon cu UTP 8
– Imbinarea fonta/fonta si fonta/otel
– Blocuri de motor si cutii de viteza din fonta
– Repararea matritelor de ambutisare adanca
Aplicatii: Electrod pentru sudarea si incarcarea prin sudare a fontelor:EN GJL 100 – EN GJL 400, EN GJS 400 – EN GJS 700, EN GJMB 350 – EN GJMB 650, pentru sudarea acestora intre ele precum si cu otel sau otel turnat. Datorita caraterului bimetalic are o capacitate mare de transfer a curentului, imbinarea sudata are aspect placut, rezistenta ridicata la fisurare, usor prelucrabil prin aschiere.
| Clasificari | |
| EN ISO 1071 | AWS A5.15 |
| E C NiFe-13 | ENiFe-Cl |
| Compozitie chimica [%] | ||
| C | Ni | Fe |
| 1.2 | rest | 45 |
Electrod invelit UTP 8
Reparara fontelor cenusii la rece
Disponibil in pachete vidate DRY SYSTEM
Electrod invelit din nichel pur cu sudabilitate excelenta pentru sudarea si incarcare fontelor
cu grafit lamelar
– Strat tampon inainte de sudare cu UTP 86 FN
| Clasificari | |
| EN ISO 1071 | AWS A5.15 |
| E C Ni-Cl 1 | E Ni-Cl |
| Compozitie chimica [%] | ||
| C | Ni | Fe |
| 1.2 | rest | 1.0 |