Pentru repararea corpului de presiune de ulei confecționat din fontă este necesară o atentie sporită deoarece fontele sunt aliaje fier-carbon în care conținutul de carbon depaseste 2% iar acesta afecteaza in mare masura sudabilrtatea ei.
Fonta are ductilitate scazuta, duritate redusa si rezistenta scazuta si in general este un material foarte fragil.
Pregătirea
Pentru inceput este recomandata o preincalzire 70 – 1000C.
Prima operațiune prorpiu-zisa este degresarea urmata de frezarea zonei afectate de fisura și crearea unui sanfren. Foarte important este forma canalului obținut, el trebuie sa aibe forma U in secțiune.
Observați mai jos forma corecta pentru crearea sanfrenului.

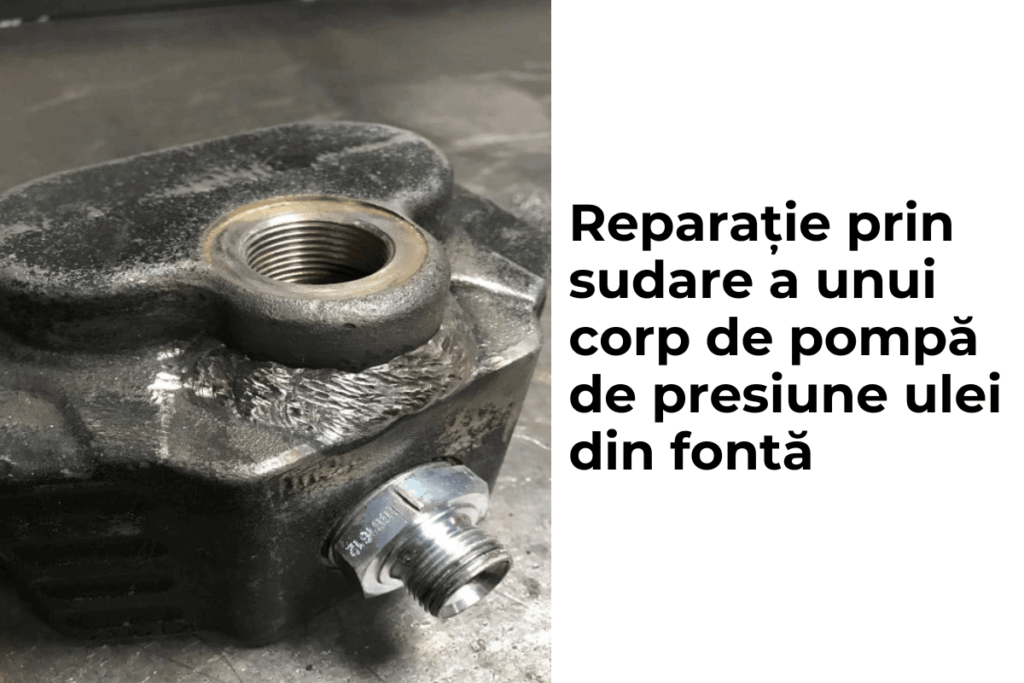
Reparația piesei de fontă
După ce zona afectată este curățata urmează sudarea stratului de rădăcina. Pentru acesta operatiune s-a folosit procedeul de sudare TIG cu echipamentul EWM Tetrix 230 AC/DC cu material de adaos vergele de la BÖHLER UTP A 8051 TI și se depune un singur strat.
Urmează strat in care s-a folosit tehnologia de sudare cu electrod cu invertorul MMA Pico 160 cel puls folosind electrozi de la Esab OK 92.58 NiFe-Cl-A iar a doua varianta sunt electrozii de la Bohler UTP 86 FN.
De regula fontele se sudeaza cu electrozi inveliti pe baza de Nichel(NiFe) calcinati in cuptor deoarece hidrogenul din invelis nu e benefic pentru sudura.
Urmăriți mai jos procedura

Finalizare
După depunerea stratului subtire, se curată zgură formată și se lovește cu un ciocan de fier pentru detensionarea mecanica a materialului.
In continuare a fost realizata depunerea ultimului strat urmand aceleasi etape.
Această ciocanire se face pe cordonul cald (rosu), deoarece prin ciocănire materialul depus se întinde ne mai dând voie piese de fontă să se dilate, acest lucru scâzand riscul de fisurare.
Dupa terminarea operatiei de sudura piesa din fonta se lasa la racit lent la temperatura de 200
Electrod cu invelis gros (bimetalic) cu rata mare de depunere, arde cu arc stabil, metalul depus este uniform, plat fara santuri marginale cu spect vizual placut, cu rezistenta mare la fisurare, se poate prelucra in general cu scule aschietoare. Are aplicatie universala pentru sudarea fontelor intre ele dar si pentru sudarea fontelor cu oteluri laminate si oteluri turnate.
- Duritate: app. 220 HB
- Compozitie: Ni, Fe
Curent sudare: CA sau CC(-)

Echipamente