
Fonta este un aliaj fier carbon cu un conținut de carbon mai mare de 2.06%. Compoziția fontelor este ajustata in funcție de aplicație. In general, piesele din fonta prezinta o rezistenta mare la compresiune, absorb bine vibrațiile si pot fi prelucrate mecanic.
Materiale de adaos MMA
UTP 8, electrozi nichel
Electrozii de nichel sunt potriviți pentru sudarea la rece a fontelor cenușii, fontelor maleabile, otelurilor turnate precum si sudare eterogena a acestora cu otel laminat, cupru si aliaje de cupru. De asemenea se poate folosi ca strat tampon înaintea sudarii cu UTP 86FN.
UTP 83FN, electrozi nichel fier
Electrod bazic cu rata mare de depunere pentru sudarea si placarea prin sudare pentru toate tipurile comerciale de fonta (lamelara, cenușie, grafit nodular, maleabila, etc.) precum si sudarea acestora cu otel laminat sau turnat. Se comporta excelent la sudare, arc stabil, fără stropi. Metalul depus are rezistenta mare la fisurare, se poate prelucra ușor prin așchiere cu scule convenționale. Duritate cordonului este aproximativ 180 HB.
Recomandări la sudare:
Curățarea piesei la luciu metalic, arc scurt, evitarea încălzirii locale excesive folosind tehnica in “pas de pelerin”. Se va detensiona mecanic prin ciocănire. Curent sudare alternativ sau continuu(+).
UTP 86FN
Electrod cu înveliș gros (bimetalic) cu rata mare de depunere, arde cu arc stabil, metalul depus este uniform, plat, fără șanțuri marginale, cu aspect vizual plăcut, cu rezistenta mare la fisurare, se poate prelucra in general cu scule așchietoare. Este utilizat pentru sudarea fontelor intre ele dar si pentru sudarea fontelor cu oteluri laminate si oteluri turnate.
Duritate cordon: aproximativ 220 HB
Potrivit pentru următoarele tipuri de fonta:
- EN GJL 100 la EN GJL 400
- EN GJS 400 la EN GJS 700
- EN GJMB 350 la EN GJMB 650
Recomandări sudare:
Curățarea piesei la luciu metalic, electrodul se va tine in poziție verticala, arc scurt. Curent sudare CA sau CC(-).
UTP 81
Pentru repararea prin sudare a fontelor greu sudabile, vechi sau depunere strat tampon. Se sudează cu rânduri subțiri, trase, are depunere ridicata cu pătrundere mica. Se poate suda si in poziție vertical ascendenta in cazul pieselor mari care nu pot fi manipulate. Metalul depus se poate prelucra numai prin polizare. Duritate aproximativ 350 HB.
Potrivit pentru următoarele tipuri de fonta:
- EN GJMB 350 la EN GJMB 550
- EN GJMW 350 la EN GJMW-550
Recomandări sudare:
Curățarea piesei la luciu metalic, arc scurt, evitarea încălzirii locale excesive folosind tehnica in “pas de pelerin” si menținerea temperaturii intre straturi la max. 60 C. Curent sudare CA sau CC(+)
Majoritatea fontelor au un conținut de carbon cuprins intre 2 si 5%. In comparație cu otelurile, fontele au un punct de topire mai scăzut, in jur de 1.150°C si o vâscozitate foarte scăzută. Prin urmare, are calități foarte bune pentru turnare, poate fi folosita la producerea pieselor complexe si cu pereți subțiri.
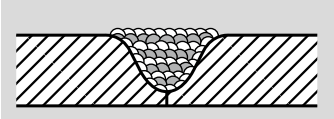
Pregatirea rostului

 |  |
| Sudarea la rece a fontelor: Sudați cordoane scurte, 1-3 cm maximSudati cu aportul de caldura cat mai micCiocaniti baia de sudura imediat dupa executatrea cordonului pentru a detensiona materialul.Evitati incalzirea excesiva | |
 |
  |
| Proprietățile mecanice pot fi crescute prin folosirea electrozilor UTP 8 de nichel (ca strat intermediar) si apoi electrodul UTP 86 FN nichel-fier. |
Materiale de adaos MIG/MAG
Union FeNi 60 IG
Aliaj nichel-fier sub forma de sarma potrivit pentru sudarea si incarcarea fontelor. Potrivit pentru îmbinările dintre fonte si oteluri înalt aliate (otel inoxidabil, rezistent la temperatura) . Duritate aproximativ 180 HB.
Potrivit pentru următoarele tipuri de fonta:
- EN-GJS-350-22-LT la EN-GJS-700-2
- EN-GJMB-350-10 la EN-GJMB-700-2
- EN-GJMW-350-4 la EN-GJMW-550-4
UTP A 8051 Ti
Sarma de sudura UTP A 8051 Ti este folosita la sudarea MIG/MAG a fontelor nodulare feritice si austenitice precum si la sudarea lor cu oteluri înalt si slab aliate. Reconstruirea zonelor uzate ale fontelor este de asemenea posibila. Duritate 200 HB.
Recomandări sudare:
Curățarea la luciu metalic a zonei sudate. UTP A 8051 se sudeaza de obicei prin tehnica de sudare la rece, păstrând aportul de căldură mai mic de 12 kj/cm si temperatura dintre straturi mai mica de 120°C . Este de preferat sa se folosească o sursa de sudare MIG cu arc pulsat, pentru a reduce diluția cu materialul de baza. Polaritate DC (+) . Gaz de protecție M 12.
Materiale de adaos TIG
UTP A 8051 Ti
Sarma de sudura UTP A 8051 Ti este folosita la sudarea TIG a fontelor nodulare feritice si austenitice precum si la sudarea lor cu oteluri înalt si slab aliate. Reconstruirea zonelor uzate ale fontelor este de asemenea posibila. Duritate 200 HB.
Recomandări sudare:
Curățarea la luciu metalic a zonei sudate. In cazul pieselor de dimensiuni mari se preîncălzesc intre 150-250°C. Este de preferat sa se folosească o sursa de sudare TIG cu arc pulsat, pentru a reduce diluția cu materialul de baza. Polaritate DC (-) . Gaz de protecție I 1.
| Tipuri fonta | Duritate | Compozitie | ||
| MMA | UTP 81 | EN GJMB 350 la EN GJMB 550 EN GJMW 350 la EN GJMW-550 | app. 350 HB | Fe (>95%), C |
| UTP 86FN | EN GJL 100 la EN GJL 400 EN GJS 400 la EN GJS 700 EN GJMB 350 la EN GJMB 650 | app. 220 HB | Ni, Fe | |
| UTP 83FN | Toate tipurile de fonta cenusie, maleabila si cu grafit nodular | app.190 HB | Ni, Fe | |
| UTP 8 | app.180 HB | Ni | ||
| UTP 80M | 2.4360 NiCu30Fe, 2.4375 NiCu30A | (NiCu30Mn3Ti | ||
| MIG/MAG | Union FeNi 60 IG | EN-GJS-350-22-LT la EN-GJS-700-2 EN-GJMB-350-10 la EN-GJMB-700-2 EN-GJMW-350-4 la EN-GJMW-550-4 | 180 HB | NiFe-1 |
| UTP A 8051 Ti | 200 HB | NiFe-2 | ||
| TIG | UTP A 8051 Ti | 200 HB | NiFe-2 |