Sudarea tevilor in general este un proces ce necesita o buna indemanare a sudorului. Acest proces se poate realiza prin mai multe proceduri cum ar fi: sudarea manuala cu electrod invelit, sudarea MIG/MAG sau TIG.
Pregatirea tevilor
Pregatirea tevilor este foarte importanta, ea incepe prin prelucrarea marginilor cu ajutorul unei masini de șanfrenat speciale(figura 1). Urmatorul pas este reprezentat de curatarea zonei ce urmeaza a fi sudată si inlaturarea peliculelor de oxid, lubrifiantilor, uleiurilor sau a altor substante ce pot contamina baia de metal topit de pe suprafata tevii.
Fara o buna pregatire a suprafetelor, sudarea este mult mai dificila iar realizarea unui cordon calitativ este aproape imposibilă.
Gazul de protectie are un rol foarte important, si anume impiedica gazele atmosferice sa intre in contact cu baia de metal topit. Pentru o buna calitate a radacinii se recomanda folosirea unei perne de argon in interiorul tevii pentru a impiedica oxidarea si a mentine baia de metal topit cat mai stabilă. Pentru a avea o protectie cat mai buna a băii de sudura este bine sa utilizati duze de gaz cu lentila care creaza un flux mai lin si mai stabil al gazului de protectie.

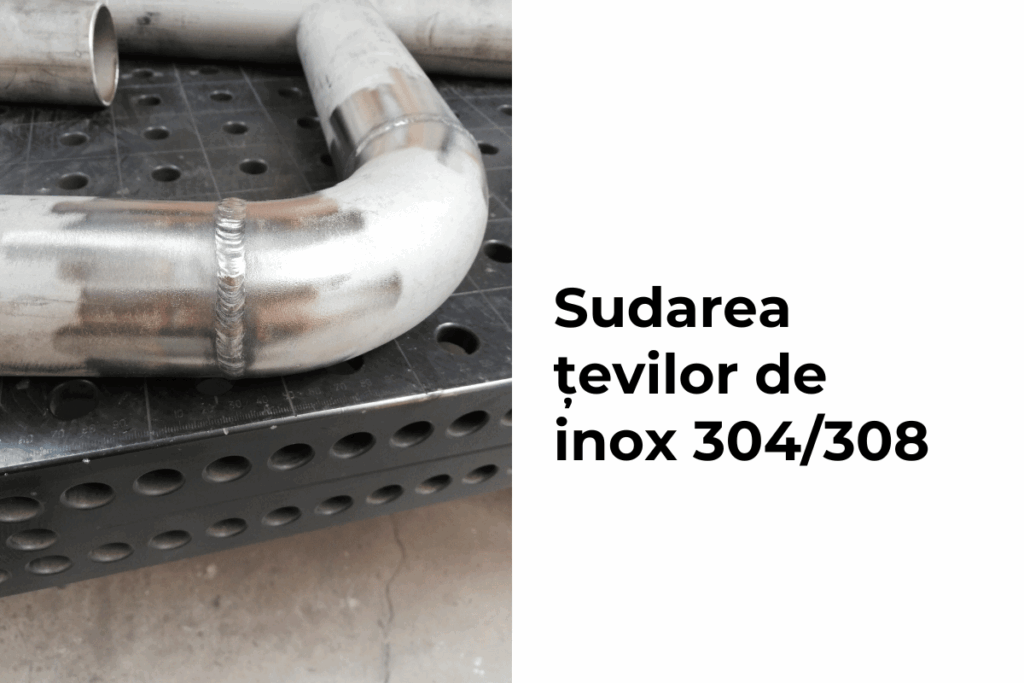
Pozitionarea si punctarea tevilor
Pentru a obtine o patrundere cat mai buna se recomanda efectuarea unui rost in V cu o deschidere de aproximativ 60˚ si o distanta intre cele doua materiale de baza aproximativ egala du diamentrul vergelei pentru a putea permite arcului sa topeasca marginile tevii si sa asigure o patrundere completa.


Parametrii de sudura si echipament:
Setati sursa de sudura pe DC cu polaritate directa si tipul de aprindere al arcului, cu inalta frecventa HF sau Lift Arc. Lungimea arcului electric trebuie sa fie cat mai mica, varful electrodului nefuzibil aproape sa atinga metalul de bază, pentru a avea un control mai bun asupra băii. In cazul in care electrodul de wolfram atinge putin baia sau vergeaua trebuie reascutit. In momentul in care sudati metale inalt aliate trebuie setat gazul de final intre 5 si 10 secunde si mentinuta duza pe pozitie pana ce cordonul de sudura se raceste in mediu de gaz protector, pentru refolosirea vergelei trebuie taiat capatul oxidat pentru a preveni contaminarea.

ECHIPAMENTE