Exista posibilitatea de remediere a defectulor apărute prin incarcarea prin sudare a suprafetei afectate.
Pregătire
Prima etapa este degresarea zonei afectate de uzura

Sudarea furcii
Pentru sudare a fost folosit procedeul TIG/WIG in curent continuu.
Procedeul de sudare TIG este unul des întâlnit și se distinge prin calitatea ridicată și un frumos aspect vizual al cordoanelor de sudură.
Aparatul folosit pentru solutia aceasta a fost EWM Tetrix 230 AC/DC Comfort 2.0 puls iar materialul de adaos utilizat vergele Bohler UTP A32 sau de la ESAB OK Tigrod 19.30
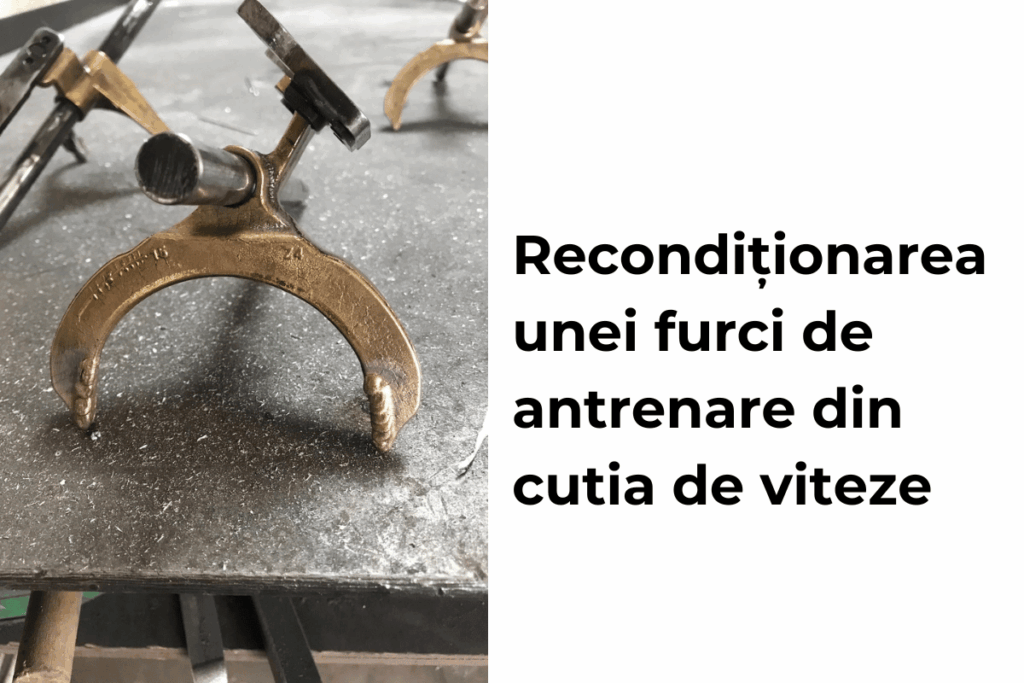
Un al doilea strat a fost incarcat si pe exteriorul piesei utilizand aceeasi tehnologie prezentata mai sus.

Rectificare
Dupa sudare piesa a fost rectificata printr-o prelucrare finală fină, prin așchiere.

ECHIPAMENTE
-
 MIG W 14POL 95mm² 500A 1.8m1.540,27 lei TVA inlcus
MIG W 14POL 95mm² 500A 1.8m1.540,27 lei TVA inlcus -
 Pistolet sudare TIG 260 WD GRIP 5P RETOX XQ HFL 4 m3.967,76 lei
Pistolet sudare TIG 260 WD GRIP 5P RETOX XQ HFL 4 m3.967,76 lei -
 Pistolet sudare TIG 200 GD GRIP 5P RETOX XQ HFL 4 m3.068,77 lei
Pistolet sudare TIG 200 GD GRIP 5P RETOX XQ HFL 4 m3.068,77 lei -
 EWM Phoenix 400 XQ Puls EXDe la: 41.603,55 lei TVA inlcus
EWM Phoenix 400 XQ Puls EXDe la: 41.603,55 lei TVA inlcus -
 EWM Picomig 355 Synergic TKMDe la: 19.766,92 lei TVA inlcus
EWM Picomig 355 Synergic TKMDe la: 19.766,92 lei TVA inlcus -
 Hypertherm Powermax 33 XP
Hypertherm Powermax 33 XP -
 Unitate de răcire Cool 55 C U406.589,55 lei
Unitate de răcire Cool 55 C U406.589,55 lei -
 EWM Picomig 355 puls TKMDe la: 26.600,76 lei TVA inlcus
EWM Picomig 355 puls TKMDe la: 26.600,76 lei TVA inlcus -
 EWM Titan XQ 400 decompact DW EXDe la: 0,00 lei TVA inlcus
EWM Titan XQ 400 decompact DW EXDe la: 0,00 lei TVA inlcus