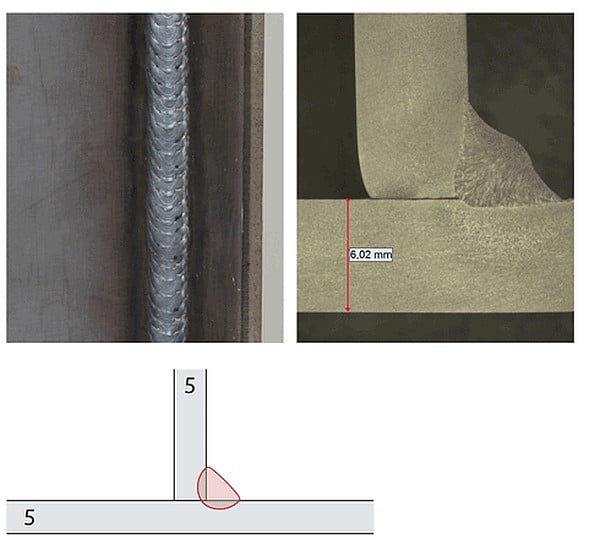


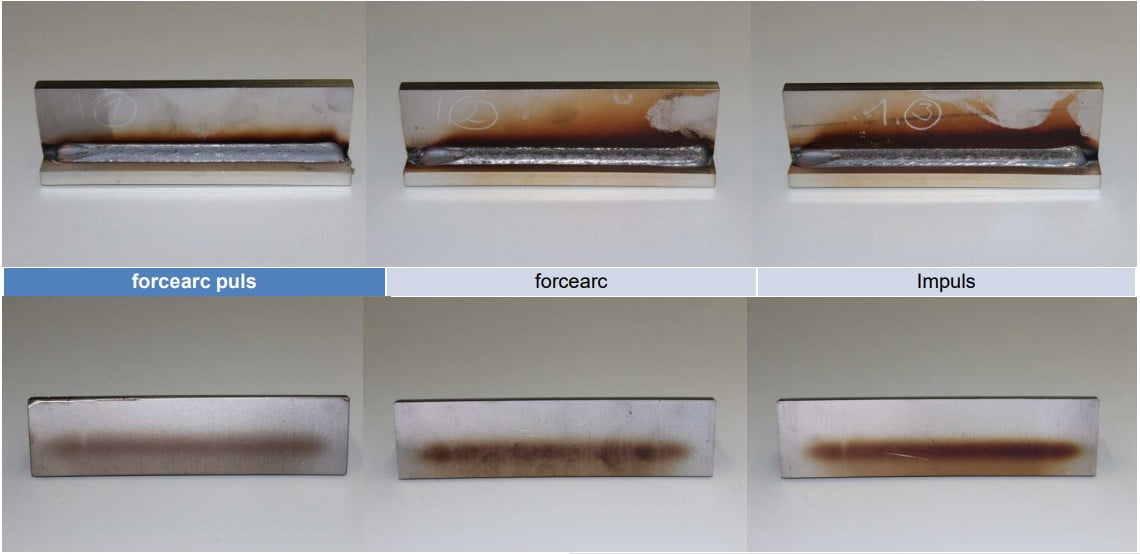
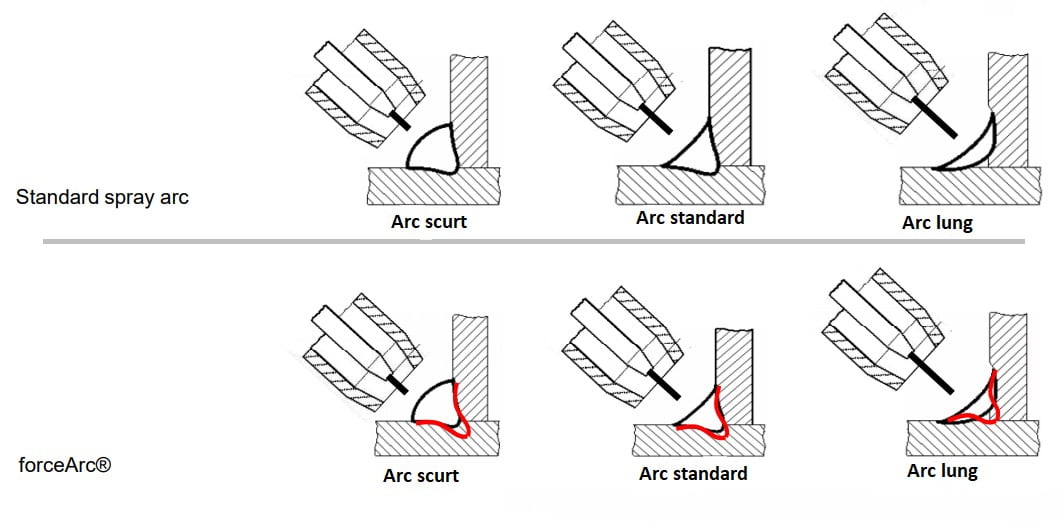
Formeaza o sudura simetrica a cordonului sudat , patrundere cu pana la 20% mai mare comparativ cu un arc pulsat standard.
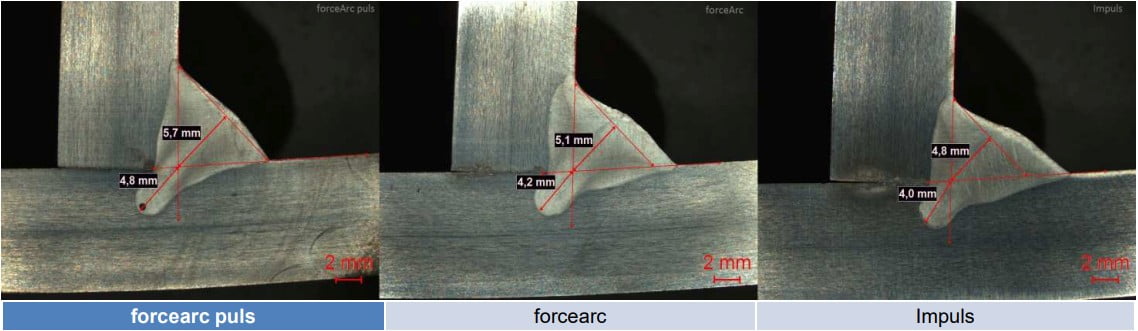
Uitandu-ne la diferente putem spune ca viteza de sudare poate creste cu ana la 20% in cazul unei patrunderi identice cu un arc pulsat standard.

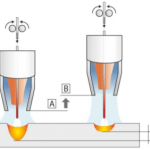
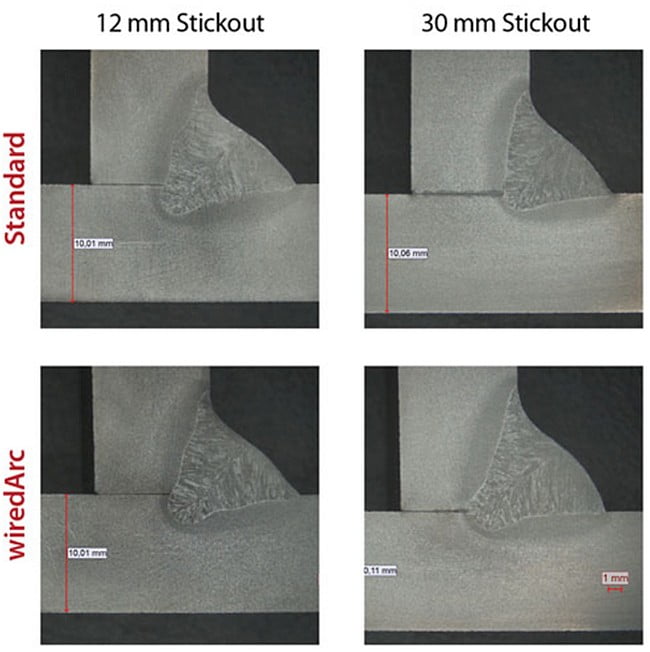
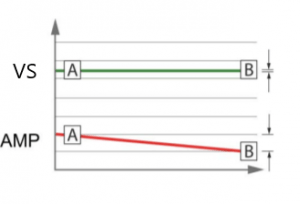
In cazul arcului electric obisnuit, curentul de sudura variaza (AMP) la modificarea capetelor de sarma foarte lungi. In cazul in care, capetele de sarma foarte lungi se prelungesc, curentul de sudura se reduce la o viteza constanta a sarmei (VS).
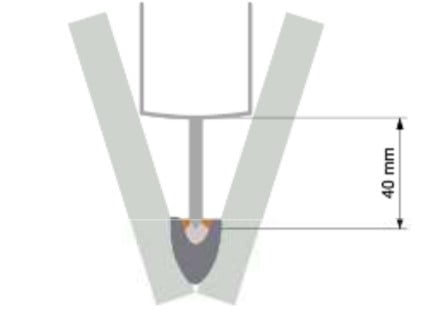
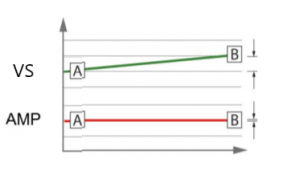
 In cazul arcului electric EWM wiredArc cu reglare a sarmei, curentul de sudura variază (AMP) foarte putin la modificarea capetelor de sarma foarte lungi. Compensarea curentului de sudura are loc printr-o reglare activa a vitezei sârmei (VS). De exemplu, in cazul in care se extinde lungimea libera a sarmei, se mareste si viteza de avans a sarmei. Astfel, curentul de sudura ramane constant si inclusiv cantitatea de caldura din piesa sudata ramane aproape constanta. Ca urmare, penetrarea sudurii se modifica foarte putin odata cu variatia capetelor de sarma foarte lungi.
In cazul arcului electric EWM wiredArc cu reglare a sarmei, curentul de sudura variază (AMP) foarte putin la modificarea capetelor de sarma foarte lungi. Compensarea curentului de sudura are loc printr-o reglare activa a vitezei sârmei (VS). De exemplu, in cazul in care se extinde lungimea libera a sarmei, se mareste si viteza de avans a sarmei. Astfel, curentul de sudura ramane constant si inclusiv cantitatea de caldura din piesa sudata ramane aproape constanta. Ca urmare, penetrarea sudurii se modifica foarte putin odata cu variatia capetelor de sarma foarte lungi.
 Ca urmare, penetrarea sudurii se modifica foarte putin odata cu variatia capetelor de sarma foarte lungi.
Ca urmare, penetrarea sudurii se modifica foarte putin odata cu variatia capetelor de sarma foarte lungi.
In cazul arcului electric EWM wiredArc cu reglare a sarmei, curentul de sudura variază (AMP) foarte putin la modificarea capetelor de sarma foarte lungi. Compensarea curentului de sudura are loc printr-o reglare activa a vitezei sârmei (VS). De exemplu, in cazul in care se extinde lungimea libera a sarmei, se mareste si viteza de avans a sarmei. Astfel, curentul de sudura ramane constant si inclusiv cantitatea de caldura din piesa sudata ramane aproape constanta. Ca urmare, penetrarea sudurii se modifica foarte putin odata cu variatia capetelor de sarma foarte lungi.
Ca urmare, penetrarea sudurii se modifica foarte putin odata cu variatia capetelor de sarma foarte lungi.