
In mod uzual la sudarea aluminiului este folosit curentul alternativ. Acesta este necesar pentru a putea face fata temperaturii înalte de topire a stratului de oxid de la suprafața băii. Oxidul de aluminiu ( Al2O3) are punctul de topire la 2050˚C. Aluminiul pur se topește la temperatura de 650˚C.
Prin folosirea curentului alternativ exista posibilitatea de a sparge stratul de oxid si de a-l îndepărta prin intermediul ionilor care trec de la electrod la piesa.
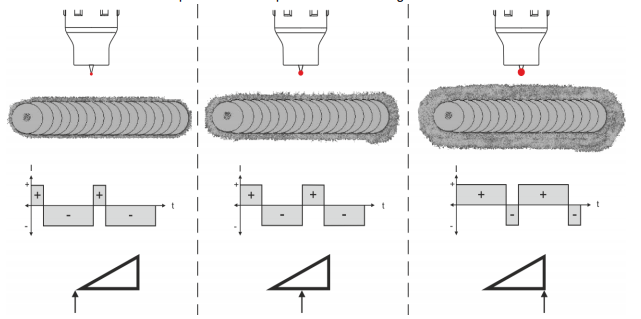
Pentru sudarea aluminiului si a aliajelor de aluminiu se folosește sudura în curent alternativ. Aceasta este asociată cu o schimbare continuă a polarității electrodului de tungsten. Exista doua faze (semiunde), o faza pozitiva și o fază negativa. Faza pozitivă determină ruperea stratului de oxid de aluminiu de pe suprafața materialului (aşa-numitul efect de curățare). In același timp pe vârful electrodului de wolfram se formează o calotă. Mărimea acestei calote depinde de durata fazei pozitive. Se va tine cont de faptul ca o calota prea mare duce la formarea unui arc electric difuz cu penetrare redusă a sudurii. Faza negativă răcește pe de o parte electrodul de tungsten și pe de altă parte atinge pătrunderea necesară. Este important sa alegeți corect raportul (balansul) dintre faza pozitivă (efectul de curățare și mărimea calotei) și faza negativă (adâncimea de pătrundere la sudura). În acest sens este necesară reglarea balansului de curent alternativ. Reglarea prestabilită (zero) a balansului este de 65% iar acest raport se referă la partea semiundei negative.
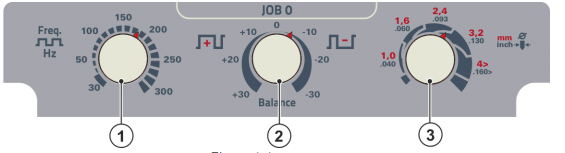
2 Buton rotativ balans AC
3 Buton rotativ diametru electrod wolfram
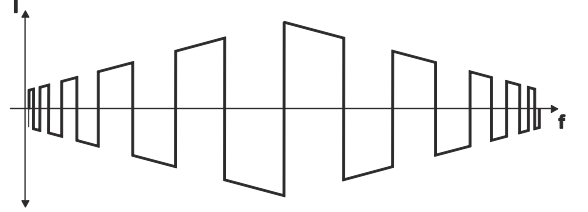
Sistemul de comanda al aparatului preia reglarea, respectiv setarea frecventei curentului alternativ, în funcție de curentul principal setat. Cu cât curentul de sudura este mai mic, cu atât mai mare este frecvența și invers. In cazul curenților de sudură mici, se realizează astfel un arc electric mai concentrat, cu o direcție mai stabilă. In cazul curenților de sudură mari, sarcina electrodului tungsten este minimizată, iar rezultatul va implica timpi de inactivitate mai mari. La utilizarea acestei funcții împreună cu o telecomandă acționată cu piciorul, se reduc la minimum intervențiile manuale ale utilizatorului în timpul procesul de sudura.
Funcții speciale ale surselor TIG/WIG EWM
- Formarea calotei electrodului de wolfram
Funcția de formare a calotei realizează o calota sferica si optimă, care facilitează cele mai bune rezultate de aprindere si de sudura in curent alternativ.
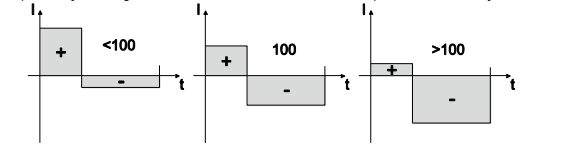
- Amplitudinea balansului
Creșterea amplitudinii intensității curentului in semiunda pozitivă favorizează ruperea stratului de oxid si efectul de curățire. La creșterea amplitudinii intensității negative a curentului creste pătrunderea
- Forma undei de curent alternativ
Dreptunghi, trapez, sinus
- Ac special
Se folosește pentru îmbinarea tablelor de diferite grosimi permițând o viteza de sudare constanta atunci când sudați aluminiu. De asemenea este potrivit pentru automatizări.


















